Es kommt immer wieder vor, dass ein fertiger Ausdruck auf den ersten Blick gut aussieht. Doch dann stellst du fest, dass dein Ausdruck Lücken zwischen der Füllung und den äußeren Bahnen aufweist.
Lücken zwischen der Füllung und den äußeren Linien sind meist auf eine unzureichende Überlappung zwischen dem Infill, also der Füllung, und den Outlines, also den äußeren Linien, zurückzuführen. Eine weitere mögliche Ursache für Löchern zwischen der Füllung und äußeren Linien ist eine zu hohe Druckgeschwindigkeit.
Das Problem lässt sich jedoch in den häufigsten Fällen durch kleinere Änderungen der Einstellungen in der Slicer Software beheben.
Welche Ursachen haben Lücken zwischen der Füllung und den äußeren Linien?
Dein Ausdruck besteht aus mehren aufeinander aufbauenden Schichten (engl. Layers). Jede dieser Schichten besteht wiederum aus einer Kombination aus der Füllung (engl. Infill) und äußeren Linien (engl. Outlines oder Perimeters). Um einen sauberen und stabilen Ausdruck zu erhalten, müssen sich die Füllung und die äußeren Linien, ausreichend überlappen.
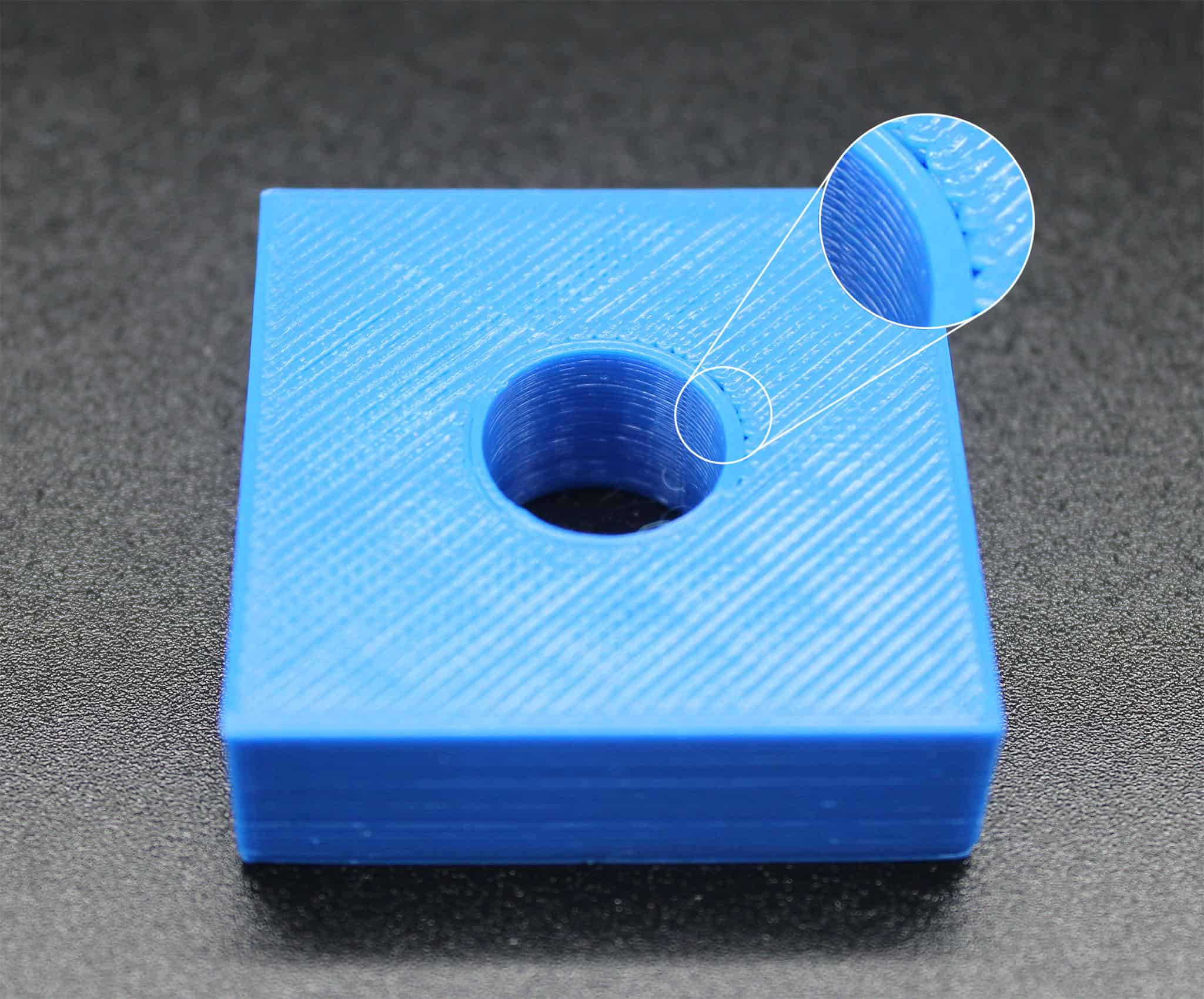
Du erkennst dieses Problem daran, dass du, wie im Beitragsbild zu sehen, zwischen der Füllung und den äußeren Linien deines Ausdrucks kleinere Lücken oder Löcher siehst.
Diese Lücken zwischen Füllung und den äußeren Linien haben meist folgende Gründe:
- zu geringe Überlappung zwischen Füllung und äußeren Linien
- zu hohe Druckgeschwindigkeit
Wenn du Lücken oder Löcher auf der Fläche deiner oberen Schichten hast deines Ausdrucks hast, dann lies bitte den Beitrag Lücken in der obersten Schicht und befolge die dort angegebenen Lösungsvorschläge.
Wenn du Lücken oder Löcher in den Ecken von Übergängen deines Ausdrucks hast, dann lies bitte den Beitrag Lücken in den Ecken von Übergängen und befolge die dort angegebenen Lösungsvorschläge.
Wie vermeidest du Lücken zwischen der Füllung und den äußeren Linien
Wert der Überlappung anpassen
Wie in den Ursachen beschrieben, ist das richtige Maß an Überlappung ausschlaggebend für einen sauberen und stabilen Ausdruck. Ist dieser Wert zu niedrig, können sich entlang dieses Übergangs stellenweise oder auch durchgehende Lücken bilden.
Erhöhe den Wert für die Überlappung zwischen Füllung und den äußeren Linien in deiner Slicer Software.
Korrigieren der Druckgeschwindigkeit
Die Überlappung zwischen Infill und Outline passiert, wie die Namen der Bereiche bereits verraten, an den Kanten des Druckobjekts. Genau hier passiert auch der Richtungswechsel des Druckkopfs während des Druckvorgangs. Ist nun die Druckgeschwindigkeit zu hoch eingestellt und die Drucktemperatur im schlechtest Fall nicht hoch genug für diese Geschwindigkeit gewählt, wird das Material nicht schnell genug aus der Düse extrudiert. In diesem Fall kann es vorkommen, dass im Zuge des Richtungswechsels des Druckkopfs nicht ausreichend Material auf den zu überlappenden Bereich aufgetragen wird. Durch die temperaturbedingte Schrumpfung des Materials entstehen hier Lücken im Bereich der Überlappung der Füllung und der äußeren Linien entstehen.
Verringere in deiner Slicer Software schrittweise die allgemeine Druckgeschwindigkeit. Kontrolliere mit einem Testdruck, ob die Änderung den gewünschten Effekt erzielt hat.
Generell gilt, wenn du langsamer druckst erhöhst du die Qualität deines Ausdrucks.
Wichtig zu beachten ist jedoch, dass die gewählte Druckgeschwindigkeit zur eingestellten Drucktemperatur passt. Druckst zu zu langsam bei einer hohen Drucktemperatur, kann das sehr schnell zu Überextrusion oder auch Spuren von Verbrennungen im Druckobjekt führen. Umgekehrt kann zu schnelles Drucken bei zu geringer Drucktemperatur u.a zu Unterextrusion oder auch zu Lücken in der obersten Schicht führen.