Von Überextrusion (engl. over extrusion) spricht man, wenn der Drucker zu viel Material extrudiert. Überextrusion ist daran erkennbar, dass überschüssiges Material an den Außenseiten herausquillt und die Oberfläche nicht sauber gedruckt aussieht.
Was ist der Grund für Überextrusion? Der häufigste Grund für Überextrusion ist ein falscher Filamentdurchmesser oder ein falscher Extrusionsmultiplikator. Auch eine zu hohe Drucktemperatur kann ausschlaggebend für einen Überextrusion sein.
Dieses Problem lässt sich jedoch meist mit wenigen Handgriffen lösen.
Welche Ursachen hat Überextrusion?
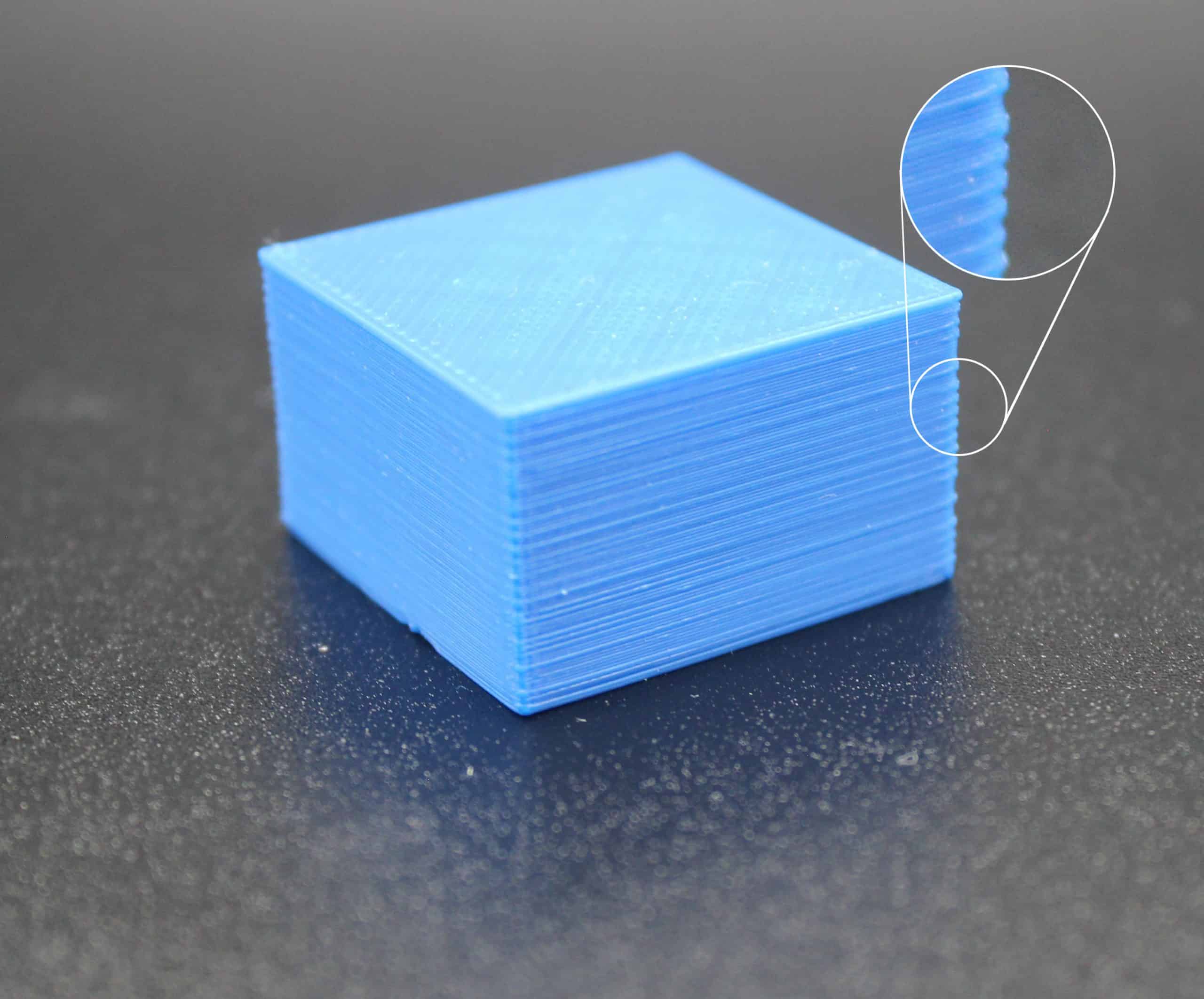
Bei Überextrusion wird zu viel Material aus der Düse deines Druckers extrudiert. Du kannst eine Überextrusion daran erkennen, dass sich überschüssiges Material an den Außenseiten des Modells sammelt. Dies kann einerseits die Außenmaße des Objekts beeinflussen und andererseits zu unsauberen bzw. unbrauchbaren Druckergebnissen führen. Dein Druckobjekt weist dann sichtbare schiefe Schichten auf der Oberfläche auf.
Überextrusion ist in den meisten Fällen auf eine der folgenden Ursachen zurückzuführen:
- falscher Filamentdurchmesser
- falscher Extrusionsmultiplikator
- zu hohe Drucktemperatur
Wenn sich das überschüssige Material lediglich auf die Bereiche an den Ecken deines Druckobjekts bezieht, handelt es sich möglicherweise eher um das Problem von rauen oder unsauberen Ecken. In diesem Fall lies bitte den verlinkten Artikel und folge den dort angegebenen Lösungsvorschlägen.
Siehst du auf deinem Druckobjekt vereinzelte Stellen überschüssigen Materials auf der Außenfläche, kann es sich hierbei um das Problem der Bildung von Tropfen auf der Außenfläche handeln. Lies in diesem Fall den entsprechenden Beitrag und befolge die dort angegebenen Lösungsansätze.
Wie vermeidest du Überextrusion?
Filamentdurchmesser oder Extrusionsmultiplikator anpassen
Die gebräuchlichsten Filamentdurchmesser sind 1,75 mm und 2,85 mm. Tatsächlich gibt es bei den Durchmessern jedoch einen Toleranzbereich für Abweichungen, die von 0,01 mm bis 0,1 mm variieren können.
Um einen möglichst genauen Durchmesser zu ermitteln, musst du an vier bis fünf Stellen auf den ersten zwei bis drei Metern des Filaments den Durchmesser messen. Berechne den Durchschnitt der gemessenen Werte und verwende diesen Durchmesser in deiner Slicer Software.
Verwende zum Messen des Durchmessers am besten eine Schiebelehre. Das ist die einfachste und genaueste Methode. Ich habe mir vor längerer Zeit diese Digitale Schiebelehre bei Amazon gekauft und habe den Kauf bisher nicht einen Moment bereut. Wenn du also auf der Suche nach einer Schiebelehre bist, kann ich dir diese absolut empfehlen.
Die gängigere Variante ist jedoch, den Filamentdurchmesser auf 1,75 mm oder 2,85 mm zu belassen und den sogenannten Extrusionsmultiplikator (engl. extusion multiplier) in deiner Slicer Software anzupassen.
Beim Anpassen des Filamentdurchmessers ist jedoch Vorsicht geboten. Ein zu niedriger Extrusionsmultiplikator oder ein falsch berechneter Filamentdurchmesser kann auch sehr leicht zu Unterextrusion bzw. in zur Lücken in der obersten Schicht führen.
Drucktemperatur anpassen
Bei einer zu hoch eingestellten Drucktemperatur in deiner Slicer Software kann das Material beim Austreten aus der Düse zu flüssig sein. Es wird dann während des Drucks zu viel Material ausgegeben.
Um dieses Problem zu beheben, stelle sicher, dass du dich mit der eingestellten Drucktemperatur im Bereich der Herstellerangaben des Filaments befindest. Wenn die Temperatur korrekt eingestellt ist, verringere die Drucktemperatur in deiner Slicer Software schrittweise um 5°C. Kontrolliere mit einem Testdruck, ob die Änderung den gewünschten Effekt erzielt haben.
Aber Vorsicht, eine zu niedrige Temperatur kann zu Unterextrusion führen.
HINWEIS!
Ich habe in diesem Artikel einige Materialien, Werkzeuge und der Gleichen erwähnt und verlinkt. Alle diese und weitere Produkte, die ich ohne schlechtes Gewissen weiterempfehlen kann, habe ich für euch in meinen empfohlenen Produkten zusammengefasst. Es handelt sich dabei um Affiliate Links und für jeden Kauf über diese Links bekomme ich eine kleine Vergütung des jeweiligen Händlers. Wenn euch die verschiedenen Artikel auf der Seite weitergeholfen haben und ihr diesen Blog unterstützen wollt, dann würde ich mich sehr freuen, wenn ihr bei eurem Einkauf auf diese Affiliate Links zurückgreift. Vielen Dank.