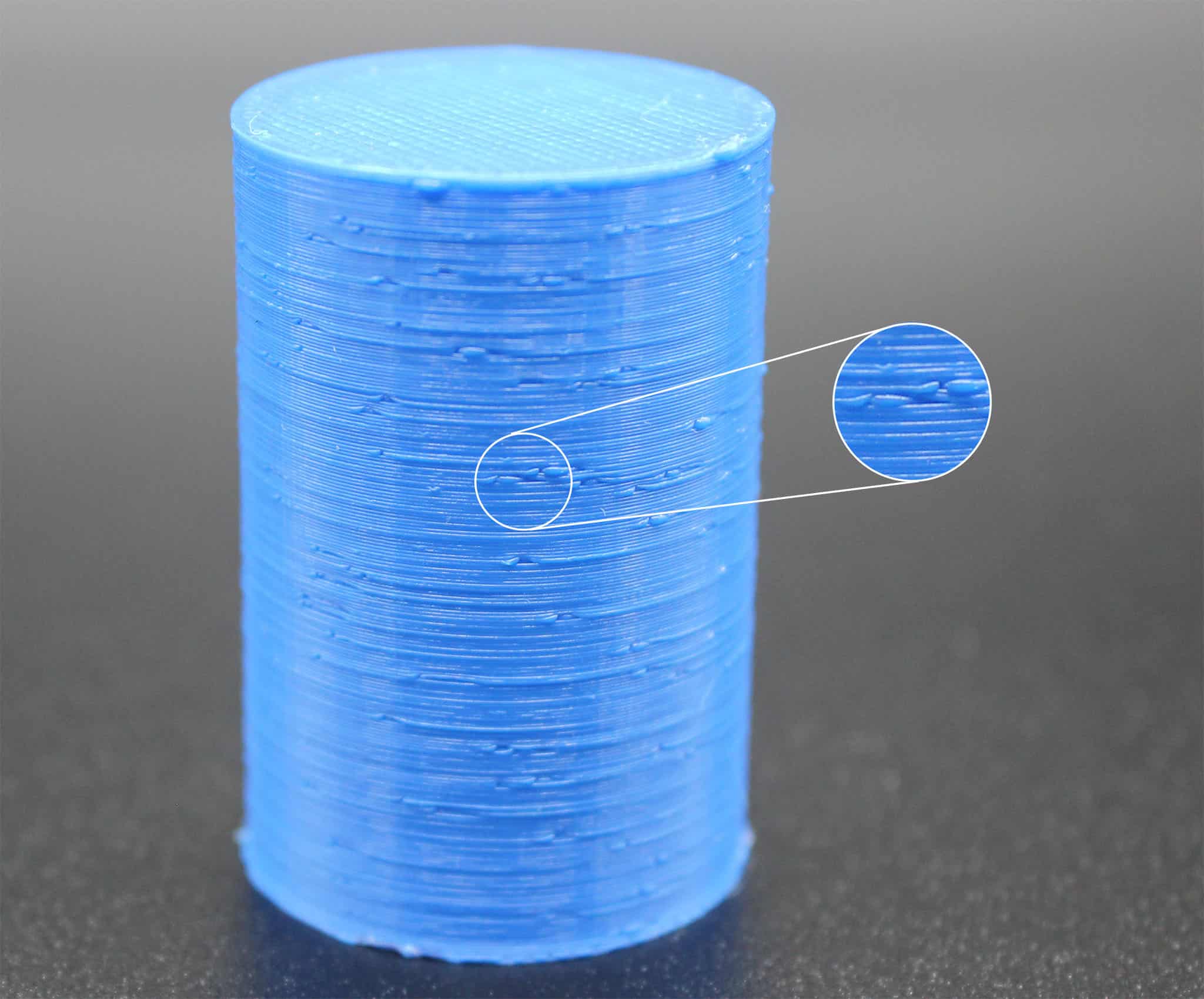
Beim 3D Druck wird während einer Positionierungsfahrt des Druckkopfes die Materialzufuhr zur Düse immer wieder unterbrochen und danach wieder fortgesetzt. Durch die Unterbrechungen, den sogenannten Retractions, kann es zur Bildung von Tropfen auf der Außenfläche kommen.
Tropfen auf der Außenfläche (engl. Blobs and Zits) sind auf falsche bzw. ungenaue Einstellungen des Filamentrückzugs (engl. retraction settings) zurückzuführen.
Dieses Problem lässt sich durch Optimierung der Einstellungen des Filamentrückzugs beheben. Manchmal musst du jedoch auch manuell nachhelfen, um das Problem vollständig zu beseitigen.
Welche Ursachen haben Tropfen auf der Außenfläche?
Bei Positionierungsfahrten des Druckkopfs wird der Materialfluss während eines Druckvorgangs unterbrochen und nach dem Erreichen der gewünschten Position wieder aufgenommen. Man spricht hierbei von den sogenannten Retractions. Sind die Einstellungen für die Retraction nicht sauber konfiguriert, kann es vorkommen, dass zu viel Material ausgegeben wird oder dieses Material zu schnell extrudiert wird. Dieser Umstand kann wiederum dazu führen, dass es zu Beginn des Drucks eines Layers zur Bildung von Tropfen auf der Außenfläche des Druckobjekts kommt.
Es kann jedoch auch vorkommen, dass die Tropfen erst am Ende des Drucks eines Layers entstehen. In diesem Fall können falsche Coasting Einstellungen dafür verantwortlich sein. Beim Coasting wird für die konfigurierte Distanz am Ende des Drucks des jeweiligen Layers kein weiters Material mehr ausgegeben.
Tropfen auf der Außenfläche, sogenannte Blobs oder Zits, sind meist auf eine der folgenden Ursachen zurückzuführen:
- ungenaue oder falsche Einstellungen des Filamentrückzugs
- ungenaue oder falsche Einstellungen des Coastings
Bevor du mit den Lösungsansätzen beginnst deine Einstellungen zu verstellen, vergewissere dich, ob es sich bei deinem Problem auch tatsächlich um Tropfen auf der Außenfläche deines Ausdrucks handelt. Dieses Problem ist optisch einer leichten Überextrusion sehr ähnlich. Kontrolliere zur Sicherheit, ob es sich nicht um eine Form der Überextrusion handelt und befolge bei Bedarf die in diesem Beitrag angegebenen Lösungsansätze.
Wie vermeidest du Tropfen auf der Außenfläche?
Um dieses Problem zu beheben, musst du wissen, zu welchem Zeitpunkt während des Druckvorgangs einer Schicht der Fehler auftritt.
Tritt der Fehler zu Beginn des Drucks einer Schicht auf, befolge die Anweisungen betreffend des Filamentrückzugs (retraction).
Tritt der Fehler erst am Ende des Drucks eines Layers auf, befolge bitte die Anweisungen betreffend Coasting.
Distanz des Filamentrückzugs korrigieren
Die wichtigste Einstellung im Zusammenhang mit dem Filamentrückzug (engl. Retraction) ist die Rückzugsentfernung (engl. Retraction distance). Diese Einstellung bestimmt, wie viel Material aus der Düse herausgezogen wird. Je mehr Material von der Düse zurückgezogen wird, desto weniger wahrscheinlich ist es, dass Material aus der Düse tropf oder Fäden während der Positionierungsfahrt des Druckkopfs entstehen können.
Je nach Extrudertype in deinem Drucker, ist einer der folgenden Werte für die Rückzugsentfernung anzuwenden.
| Extruder | Rückzugsentfernung (engl. retraction distance) |
|---|---|
| Direct drive Extruder | 0,5 – 2 mm |
| Bowden Extruder | bis zu 15 mm |
Taste dich mit kleinen Testobjekten an die optimale Einstellung heran. Erhöhe dabei die Rückzugsentfernung schrittweise je nach Extruder um 0,5 bzw. 1 mm und teste anschließend, ob sich das Ergebnis verbessert hat.
Aber Vorsicht, wenn du geschmolzenes Material zu weit aus der Düse ziehst, kann dies im schlimmsten Fall zu einer verstopften Düse führen.
Geschwindigkeit des Filamentrückzugs erhöhen
Die zweite auf den Filamentrückzug bezogene Einstellung ist die Rückzugsgeschwindigkeit (retraction speed). Sie definiert wie schnell das Filament aus der Düse gezogen wird.
Wird das Filament zu langsam zurückgezogen, kann verflüssigtes Material aus der Düse tropfen und Fäden ziehen. Wird das Filament jedoch zu schnell aus der Düse gezogen, kann sich das noch feste Material vom bereits verflüssigten Material trennen. Im besten Fall kommt es hier zum sogenannten Stringing, im schlechtesten Fall kann hierbei die Düse verstopfen.
Es gilt hier also sozusagen den Sweet Spot zwischen zu langsam und zu schnell zu finden. Dieser Sweet Spot liegt im Normalfall zwischen 20 bis 100 mm/Sek. bzw. 1200 und 6000 mm/Min., je nachdem welche Angabe deine Slicer Software erwartet.
Korrigiere die Rückzugsgeschwindigkeit schrittweise um 10 mm/Sek. bzw. 100 mm/Min. und kontrolliere mit einem Testdruck, ob die Änderung den gewünschten Effekt erzielt.
Extra Filamentrückzug konfigurieren (optional)
Manche Slicer stellen zusätzliche Einstellungen zur Verfügung. Simplify3D beispielsweise bietet eine zusätzliche Option mit dem Namen „Extra Retraction Distance“. Mit dieser Einstellung kann man eventuell austropfendes Material kompensieren, indem man mehr Material ausgibt, als eingezogen wurde. Hier kann umgekehrt wiederum auch ein negativer Wert eingetragen werden, um weniger Material auszugeben, als eingezogen wurde.
Versuche in deiner Slicer Software bei z.B. 1 mm Rückzugsdistanz die Einstellung „Extra Retraction Distance“ auf -0,2 mm zu stellen und lasse damit nur 0,8 mm ausgeben.
Bei dieser Lösung ist ein Fingerspitzengefühl gefragt und sie ist auch nicht auf alle Slicer anwendbar.
Druckgeschwindigkeiten angleichen
Um ein sauberes Druckobjekt zu erhalten, ist es wichtig, dass der Druck, mit welchem das Filament ausgegeben wird, weitestgehend stabil bleibt. Durch häufige Geschwindigkeitswechsel zwischen Außenbahnen, Füllung und Retractions kann es vorkommen, dass der Druck nicht stabil bleibt und es dadurch zur Bildung von Tropfen an der Außenfläche kommt.
Versuche die Geschwindigkeiten nicht zu extrem zu variieren. Manche Druckhersteller empfehlen sogar, unabhängig vom zu druckenden Segment (Außenbahn, Oberfläche, Füllung, …), eine einheitliche Druckgeschwindigkeiten zu verwenden, um das bestmögliche Druckergebnis zu erzielen.
Generell gilt, je langsamer du druckst, desto besser ist die Qualität deines Ausdrucks.
Coasting Einstellungen anpassen
Wenn Material bis zum Ende des Druckens einer Schicht ausgegeben wird, kann es vorkommen, dass es am Ende der Schicht zur Bildung von Tropfen auf der Außenschicht kommt. In diesem Fall empfiehlt es sich, die Coasting Einstellungen zu aktivieren bzw. zu korrigieren.
Beim Coasting wird entsprechend des eingestellten Werts der Materialfluss vor dem Ende der Schicht deaktiviert und es wird nur noch das aus der Düse herausquellende Material ausgegeben, ohne dabei zusätzliches Material aktiv zuzuführen.
Aktiviere oder korrigiere, sofern bereits aktiviert, die Einstellungen für das Coasting. Ein vernünftiger Wert für Coasting liegt typischerweise zwischen 0,2 – 0,5 mm. Aber Achtung, ein zu hoher Coasting Wert kann dazu führen, dass kleine Löcher auf den Außenflächen des Ausdrucks entstehen.
Start-/Endpunkte der Schichten manuell auswählen
Selten aber doch kommt es vor, dass du deine Einstellungen noch so sehr optimieren kannst, aber sich diese kleinen Tropfen einfach nicht vollständig beseitigen lassen. In diesem Fall bieten viele Slicer die Möglichkeit, die Start-/Endpunkte der Schichten manuell zu definieren. Standardmäßig sind die verschiedenen Slicer nur darauf ausgelegt, so viel Geschwindigkeit wie möglich aus dem Druck herauszuholen.
Sollte dein Slicer diese Möglichkeit anbieten, dann setze den Start-/Endpunkt der Schichten manuell. Am besten wählst du dabei eine Stelle deines Druckobjekts, die entweder nicht gleich sichtbar ist, z.B. auf der Rückseite eines Objekts. Noch besser ist, wenn es an deinem Objekt eine Stelle gibt, wie z.B. eine Falte oder ähnliches, die generell nur sehr schwer oder gar nicht zu sehen ist.