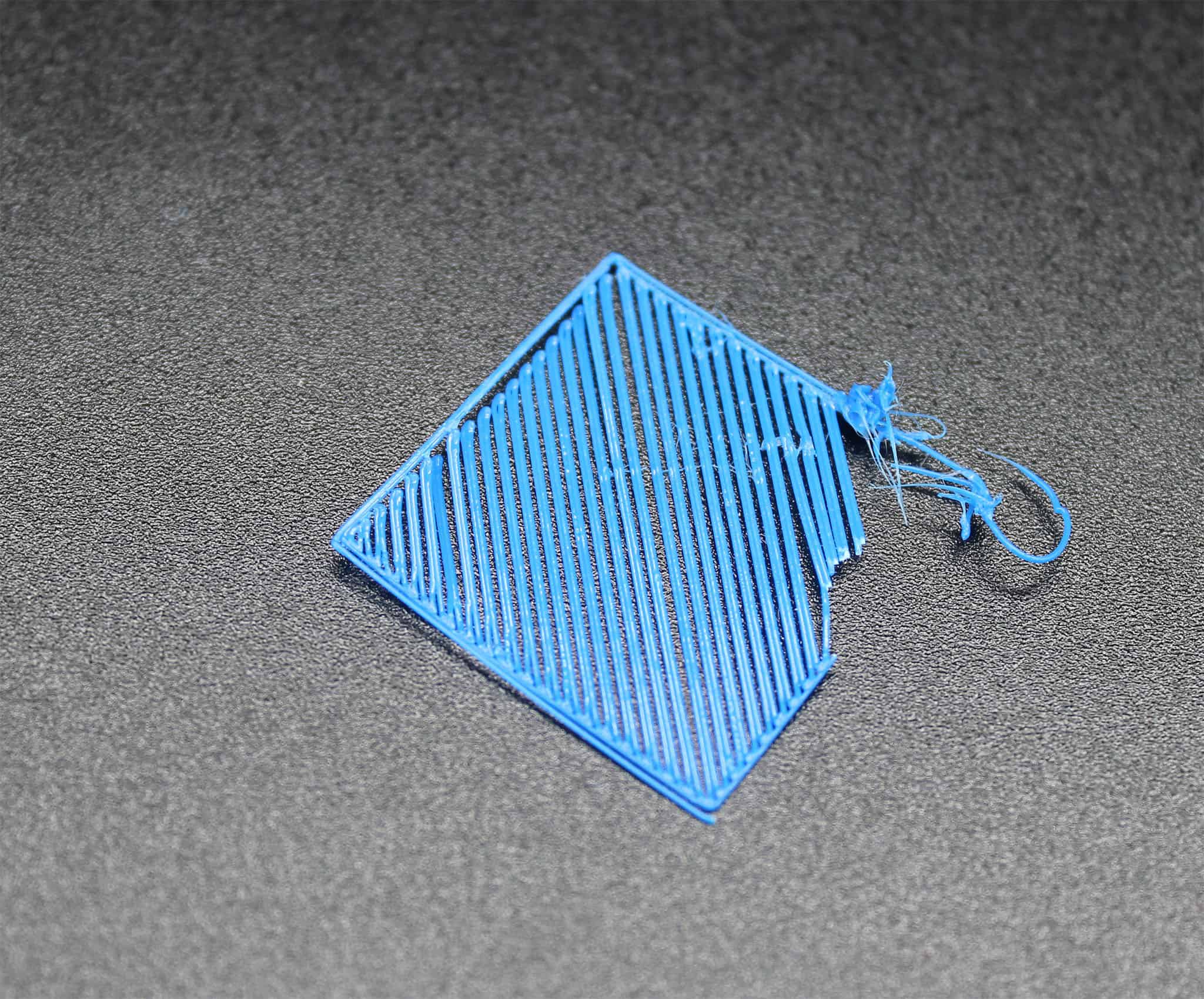
Einer der wichtigsten Punkte für einen erfolgreichen und sauberen Druck ist die Haftung des ersten Layers auf dem Druckbett. Klebt der erste Layer nicht korrekt auf dem Druckbett, kann sich der Drucks später im Laufe des Druckjobs vom Druckbett lösen und dein Druckobjekt ist damit kaputt.
Warum haftet der erste Layer nicht auf dem Druckbett? Generell gilt, ist das Druckbett schlecht kalibriert, verunreinigt oder beschädigt, wirkt sich das negativ auf die Haftung des Materials aus. Bei Materialien wie ABS oder PETG kann auch das Fehlen eines beheizten Druckbetts oder eine aktive Kühlung dazu führen, dass sich der Druck vom Druckbett löst.
So umfangreich die möglichen Ursachen auch sein mögen, die gute Nachricht ist, dass dieses Problem meist sehr einfach zu lösen ist.
Welche Ursachen hat eine schlechte Haftung des ersten Layers auf dem Druckbett?
Wie bereits erwähnt, ist der erste Layer das Um und Auf eines erfolgreichen Druckvorgangs. Eine schlechte Haftung des ersten Layers auf dem Druckbett ist meistens gleich zu Beginn des Drucks zu erkennbar. Aber leider nicht immer. Nicht selten klebt die erste Schicht gerade noch so gut auf der Oberfläche des Druckbetts, dass der Drucker einige Schichten oder manchmal auch fast bis zum Ende drucken kann, bevor sich der Druck vom Druckbett löst.
Die Ursachen für eine schlechte Haftung des ersten Layers auf dem Druckbett sind folgende:
- schlechte Druckbettkalibrierung
- schlechter Zustand der Oberfläche des Druckbett
- zu hohe Druckgeschwindigkeit des ersten Layers
- kein oder ein zu niedrig beheiztes Druckbett
- aktive Kühlung des Druckobjekt
- ein falsches oder ungeeignetes Druckbett für das verwendete Material
Wenn sich das Druckobjekt während des Druckvorgangs auf einer Seite zu lösen beginnt und sich dabei scheinbar verbiegt, könnte das ein Hinweis für eine Materialverwerfung sein. Lies dir in diesem Fall bitte den Beitrag zur Materialverwerfung durch und befolge die dort angegebenen Lösungsmöglichkeiten.
Wie beseitigst du eine schlechte Haftung des ersten Layers auf dem Druckbett?
Kalibrierung des Druckbetts
Wenn die Düse zu weit vom Druckbett entfernt ist, wird das Material nicht entsprechenden auf die Druckplattform aufgetragen, sondern nur mehr oder weniger lose auf die Oberfläche gelegt. Im besten Fall löst sich das Druckobjekt hier bereits während des Drucks des ersten Layers von der Druckplattform. Im schlechtesten Fall erst während oder gegen Ende des Drucks. Damit ist der ganze Ausdruck beschädigt.
Führe eine Kalibrierung des Druckbetts deines Druckers durch. Folge dabei den Herstellerangaben deines Druckerherstellers.
Kontrolle und Optimierung der Oberfläche des Druckbetts
Reinigen des Druckbetts
Verunreinigungen können dazu führen, dass der erste Layer nicht die nötige Haftung auf der Druckplattform hat. Stelle daher speziell bei der Verwendung von Dauerdruckplatten sicher, dass die Druckplattform frei von Staub, Fett oder Ölen ist, bevor du mit dem Drucken beginnst. Das Reinigen des Druckbetts mit etwas Wasser oder Isopropanol kann einen großen Unterschied machen.
Verwenden einer Dauerdruckplatte
Generell ist es empfehlenswert eine Dauerdruckplatte zu verwenden. Hier stehen dir je nach gedrucktem Material folgende Möglichkeiten zur Auswahl:
| Material | Dauerdruckplatte |
|---|---|
| PLA | BuildTak, PEI |
| ABS | Borosilikatglas |
| PET-G | PEI |
Diese Angaben sollen nicht so verstanden werden, dass du diese eine Dauerdruckplatte ausschließlich nur für dieses eine Material verwenden kannst. Du erzielst jedoch in dieser Kombination mit sehr hoher Wahrscheinlichkeit die besten Ergebnisse.
Es gibt jedoch auch Oberflächen/Material-Kombinationen, die sich schlichtweg nicht vertragen. Prusa bietet z.B. eine glatte und eine texturierte PEI Druckplattform an. PLA klebt auf der glatten PEI Druckplatte hervorragend und ich hatte bisher nur sehr, sehr selten Probleme mit der Haftung darauf. So gut PLA auf der glatten Fläche hält, so schlecht haftet es auf der texturierten Oberfläche. Hier haftet mit viel Glück der erste Layer, spätestens nach ein paar Schichten ist dann aber meistens Schluss und das Druckobjekt hat sich von der Plattform gelöst.
Verwenden eines zusätzlichen Haftmittels
Um die Haftung auf der Oberfläche des Druckbetts zu erhöhen kannst du auch ein zusätzliches Haftmittel verwenden. Hier gibt es verschiedene Produkte von verschiedenen Herstellern, angefangen von handelsüblichen Klebestift bis hin zu Spray Varianten wie z.B. PrintaFix von AprintaPro.
Tausch der Oberfläche des Druckbetts
Unabhängig davon, ob du eine Dauerdruckplatte, Blue Tape oder Kapton Tape verwendest, von Zeit zu Zeit ist die Oberfläche schlichtweg abgenutzt und muss ersetzt werden. Wie der Name schon verrät, hält eine Dauerdruckplatte hier deutlich länger als das erwähnte Blue Tape oder Kapton Tape. Nichtsdestotrotz nutzt sich auch die Dauerdruckplatte nach einiger Zeit ab.
Korrigieren der Druckgeschwindigkeit
Der erste Layer wird aufgrund der Wichtigkeit der Haftung langsamer als das restliche Objekt gedruckt. Ist die Druckgeschwindigkeit zu hoch, haftet der erste Layer nicht auf der Oberfläche des Druckbetts.
Verringere in deiner Slicer Software entweder die Druckgeschwindigkeit des ersten Layers oder die allgemeine Druckgeschwindigkeit an. Generell gilt, wenn du langsamer druckst erhöhst du die Qualität deines Ausdrucks.
Verwenden eines beheizten Druckbetts
Auch wenn es nicht bei allen Materialien notwendig ist, ist es durchaus ratsam ein beheiztes Druckbett zu verwenden um die Haftung des ersten Layers zu erhöhen.
| Material | Temperatur des beheizten Druckbetts |
|---|---|
| PLA | 55 – 60°C (beheiztes Druckbett nicht unbedingt notwendig) |
| ABS | 100 – 120°C |
| PET-G | 70 – 80°C |
Bitte beachte, dass es je nach Material und Hersteller Abweichungen zu den oben genannten Temperaturen geben kann.
Sofern du eine Dauerdruckplatte verwendest, beachte immer die Angaben des jeweiligen Herstellers. Eine zu hohe Temperatur kann deine Dauerdruckplatte dauerhaft beschädigen.
Kühlung des Druckobjekts deaktivieren
Eine aktive Kühlung des Filaments während des Drucks des ersten Layers, kann ebenfalls zu Problemen mit der Haftung auf dem Druckbett führen. Beim Druck mit ABS sollte die Kühlung des Druckobjekts generell deaktiviert werden, da es sonst zusätzlich zu Materialverwerfungen (engl. Warping) kommen kann.
Deaktiviere die Kühlung des Druckobjekts für den ersten Layer bzw. generell sofern du ABS druckst.
HINWEIS!
Ich habe in diesem Artikel einige Materialien, Werkzeuge und der Gleichen erwähnt und verlinkt. Alle diese und weitere Produkte, die ich ohne schlechtes Gewissen weiterempfehlen kann, habe ich für euch in meinen empfohlenen Produkten zusammengefasst. Es handelt sich dabei um Affiliate Links und für jeden Kauf über diese Links bekomme ich eine kleine Vergütung des jeweiligen Händlers. Wenn euch die verschiedenen Artikel auf der Seite weitergeholfen haben und ihr diesen Blog unterstützen wollt, dann würde ich mich sehr freuen, wenn ihr bei eurem Einkauf auf diese Affiliate Links zurückgreift. Vielen Dank.