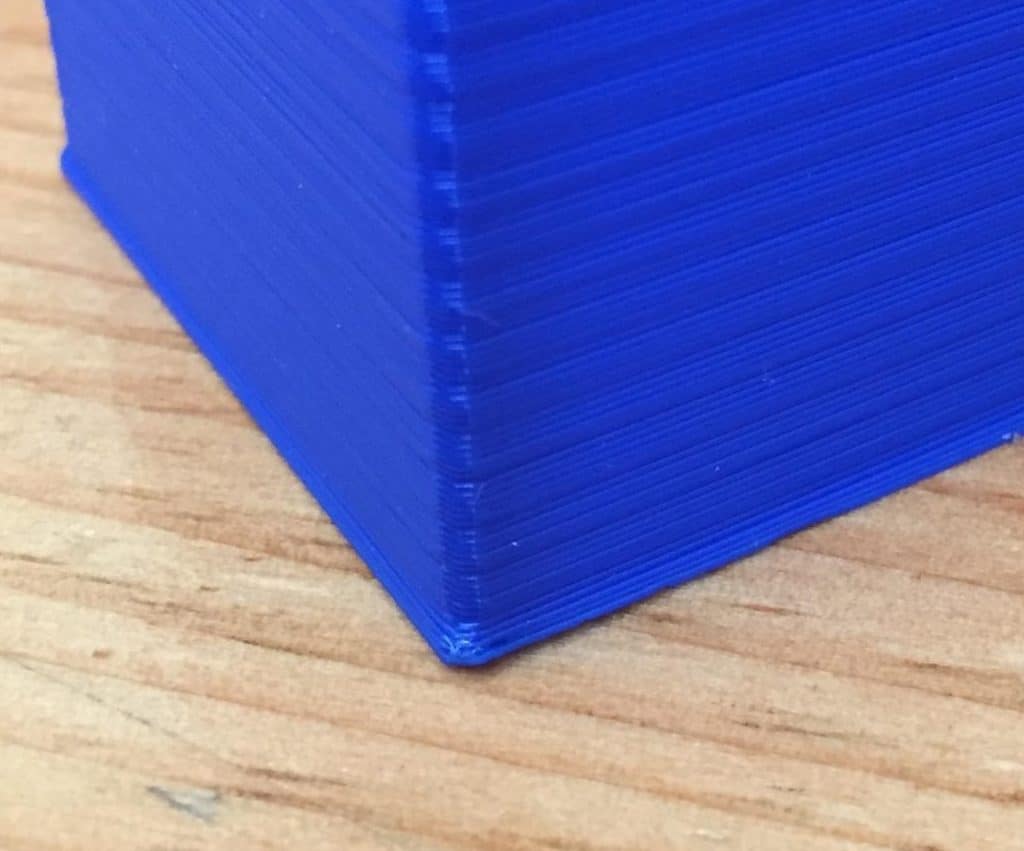
Eines der am häufigsten auftretenden Probleme beim 3D Druck ist der sogenannte Elefantenfuß. Auch wenn der Elefantenfuß das Druckobjekt nicht zerstört, sorgt er zumindest dafür, dass du ein bisschen mehr nacharbeiten musst.
Wieso entsteht ein Elefantenfuß am Druckobjekt? Der Elefantenfuß (engl. elephant foot) entsteht, wenn beim Druck des ersten Layers zu viel Material ausgegeben wird und dieses dann seitlich hinausgedrückt wird. Dieses Problem ist meistens auf ein schlecht kalibriertes Druckbett oder zu aggressive Einstellungen für den ersten Layer zurückzuführen.
Dieses Problem lässt sich in den meisten Fällen durch kleinere Optimierungen in der Slicer Software beheben. Du kannst diesem Problem aber auch bereits beim Entwerfen deines Designs entgegenwirken.
Welche Ursachen hat ein Elefantenfuß?
Wie bereits zuvor beschrieben, wird im Falle des Elefantenfußes mehr Material ausgegeben, als tatsächlich für den Druck des Druckobjekts benötigt wird. Dieses überschüssige Material wird seitlich hinausgedrückt und der Boden deines Ausdrucks, wie im Beitragsbild zu sehen, wird breiter. Um diesen Effekt zu kompensieren und das Objekt in der eigentlich vorgesehenen Breite zu drucken, benötigt der Drucker mehrere Schichten.
Ein Elefantenfuß auf dem Ausdruck ist in den meisten Fällen auf folgende Probleme zurückzuführen:
- schlecht kalibriertes Druckbett
- zu aggressive Einstellungen für den ersten Layer
Wie vermeidest du einen Elefantenfuß?
Kalibrierung des Druckbetts
Wenn die Düse zu nahe am Druckbett ist, kann es vorkommen, dass das überschüssige Material des ersten Layers seitlich hinausgedrückt wird. Dies kann zu einem Elefantenfuß am Ausdruck führen.
Führe eine Kalibrierung des Druckbetts deines Druckers durch. Folge dabei den Herstellerangaben deines Druckerherstellers.
Ein falsch kalibriertes Druckbett kann jedoch auch noch zu anderen Probleme führen. Ist die Düse zu nahe am Druckbett kann das u.a. zu Kratzern in der Oberfläche des Druckobjekts oder auch zu Spuren von Verbrennungen führen. Eine zu große Distanz zwischen Düse und Druckbett kann wiederum zu einer schlechten Haftung des ersten Layers führen.
Einstellungen für den ersten Layer anpassen
Das Um und Auf eines erfolgreichen Ausdrucks ist der erste Layer. Haftet die erste Schicht nicht zuverlässig, kann das den kompletten Ausdruck zerstören. Um mehr Haftung zu erzeugen, haben die meisten Slicer separate Einstellungen für den ersten Layer. Dabei wird in den meisten Fällen eine niedrigere Höhe als die eigentlich eingestellte Schichthöhe verwendet oder, etwas seltener, mehr Abstand, dafür jedoch mit Material. Der Slicer erzeugt damit mehr oder wenig eine gewollte Überextrusion auf dem ersten Layer. Unter dem Strich wird mehr Material ausgegeben als für den Druck benötigt und dies kann zur Bildung eines Elefantenfußes am Druckobjekt führen.
Ändere die Einstellungen für die ersten Schicht in deinem Slicer. Sei dabei aber vorsichtig und ändere die Einstellungen nur schrittweise, z.B. in 5% Schritten. Eine zu große Distanz zwischen Düse und Druckbett kann wiederum zu einer schlechten Haftung des ersten Layers führen. Teste deine Änderungen mit einem Testdruck und vergewissere dich, ob deine Änderungen den gewünschten Effekt erzielen.
Die relevantesten Einstellungen für den ersten Layer sind:
- First Layer (Extrusion) Width
- First Layer (Extrusion) Height
Je nach Slicer Software können die Namen der Einstellungen ein wenig abweichen.
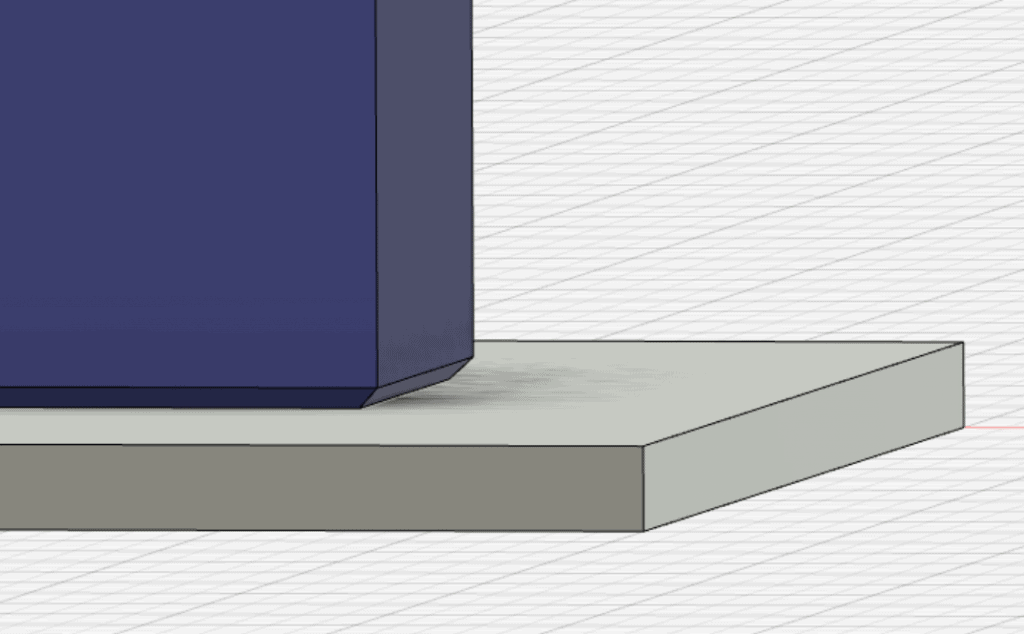
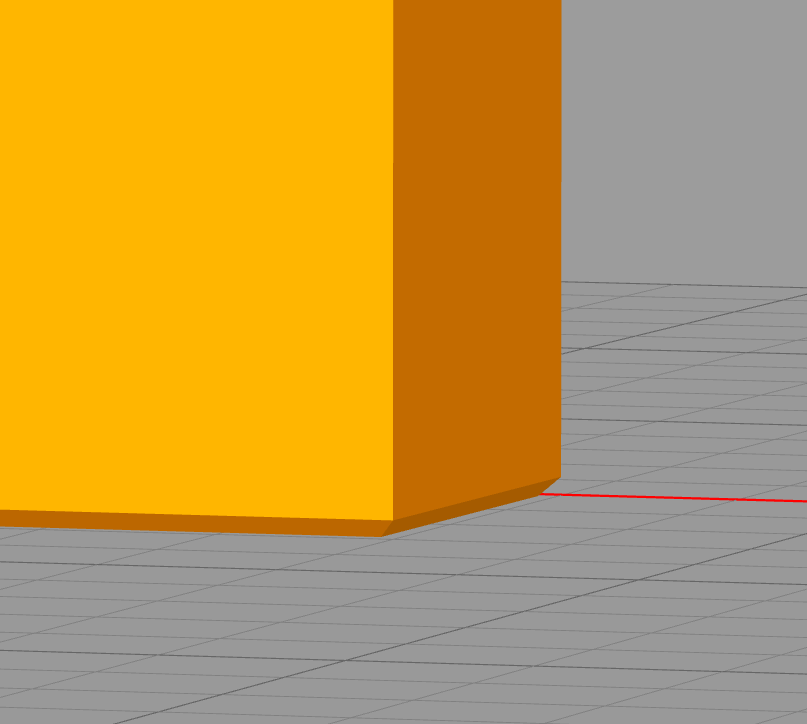
Füge eine Fase auf die untere Kante deines Designs
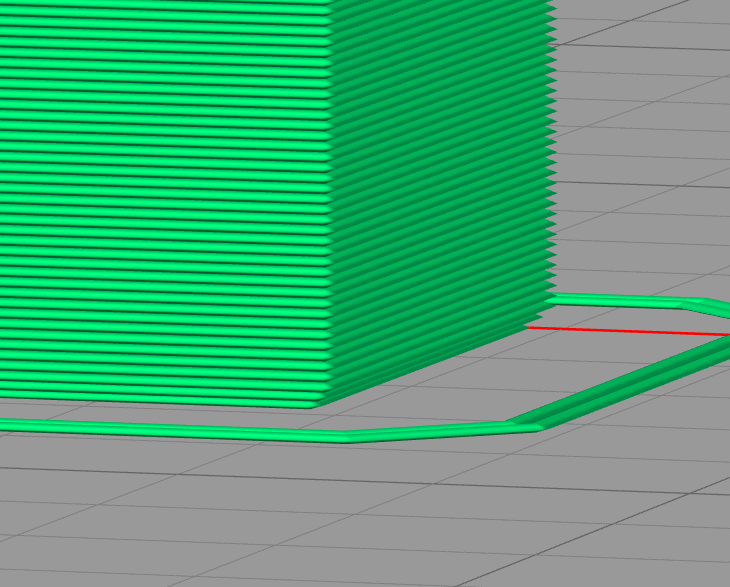
Eine sehr elegante Möglichkeit dem Problem des Elefantenfusses auf Designebene vorzubeugen ist, entlang der unteren Kanten eine Fase zu designen. Durch diese Fase, welche ca. 2 – 3 Schichten hoch ist, werden die neuen Schichten auf das seitlich hinausgedrückte Material gedruckt und damit der Elefantenfuß als Basis für die weiteren Schichten verwendet.
Diese Fase sollte je nach Modell zwischen 0,5 – 1 mm betragen und in einem Winkel von max. 45° angebracht sein. Damit gibt es auch kein Problem mit Überhängen.
Der Sweet Spot ist von Objekt zu Objekt, von Druck zu Druck unterschiedlich und auch die eingestellte Layerhöhe trägt ihren Teil dazu bei.