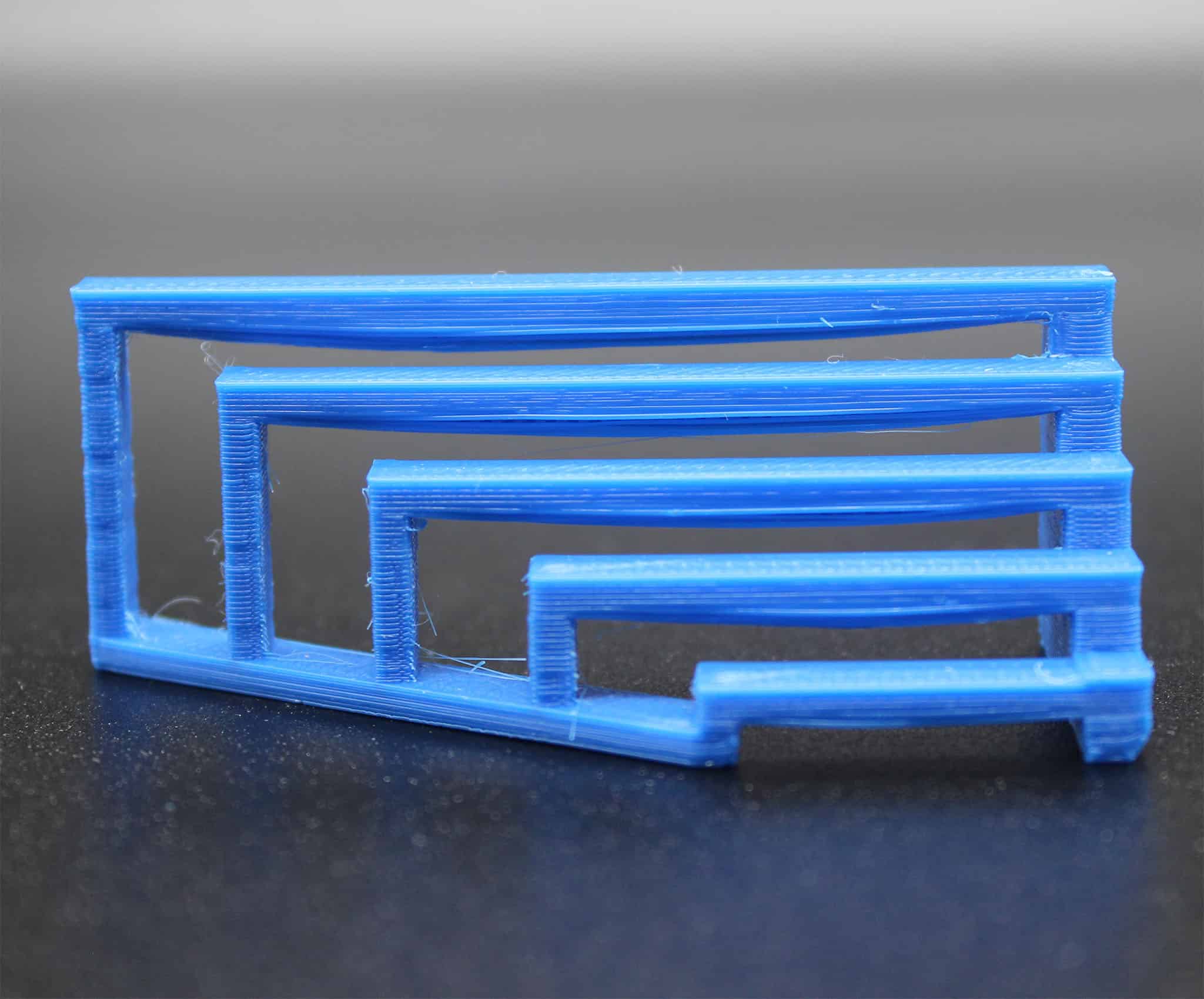
Manche Objekte erfordern, dass eine bestimmte Distanz zwischen zwei Punkten in der Luft gedruckt werden muss. Man spricht hierbei von einer Brücke bzw. dem Bridging. Einen Ausdruck mit sauber gedruckten Brücken zu erzielen, ist nicht immer einfach. Sehr viele Faktoren können das Druckergebnis negativ beeinflussen und letztendlich zu unsauber gedruckten Brücken führen.
Welche Faktoren führen zu unsauber gedruckten Brücken? Nahezu jeder Slicer bietet separate Einstellungen für das sogenannte Bridging an. Wenn dein Ausdruck unsaubere Brücken (engl. Bridging) enthält, dann liegt das daran, dass diese Einstellungen nicht korrekt eingestellt oder möglicherweise nicht aktivierten sind. Weiters kann es auch sein, dass diese Einstellungen nicht berücksichtigt werden, da der Drucker diesen Bereich nicht als Brücke erkennt. Bei längeren Distanzen können auch fehlende Stützstrukturen ausschlaggebend für unsauber gedruckte Brücken sein.
Durch das Optimieren der Bridging Einstellungen in deinem Slicer können einige Verbesserungen in den Ergebnissen erzielt werden. Nichtdestotrotz wird bei Brücken in die Luft gedruckt. Auch wenn viele Drucker damit bis zu einem gewissen Grad umgehen können, werden deine Ausdruck immer wieder einmal leichte Verformungen in Form von durchhängendem Filament haben.
Welche Ursachen führen zu unsauber gedruckten Brücken?
Beim Drucken von Brücken wird Material zwischen zwei Punkten in deinem Modell in der Luft gedruckt. Damit diese Überbrückungen sauber gedruckt werden, muss die korrekte Menge an Material mit der richtigen Temperatur und den richtigen Einstellungen zur Kühlung des Druckobjekts extrudiert werden. Weiters wird beim Bridging auch das Prinzip der Materialschrumpfung genutzt. Zuerst hängt das noch weiche Material etwas durch und zieht sich anschließend beim Aushärten zusammen. So wird die in der Luft gedruckte Bahn gestreckt und bildet einen soliden Untergrund für die weiteren Schichten. Hierzu muss das extrudierte Material aber sehr rasch aushärten.
Wird nun zu viel Material gedruckt oder kühlt das Material nicht schnell genug aus, sackt es in den freien Raum zwischen den beiden Punkten. Es entstehen durchhängende Bahnen von Material und damit unsaubere Brücken.
Wenn die Überbrückungen auf deinem Ausdruck unsauber gedruckt werden, ist dies in den meisten Fällen auf zumindest eines der folgenden Probleme zurückzuführen:
- schlechte oder nicht aktivierte Bridging Einstellungen
- nicht angewendete Bridging Einstellungen
- kein Stützmaterial bei großen Distanzen
Wie vermeidest du unsauber gedruckte Brücken?
Bridging Einstellungen aktivieren
Wie bereits zuvor erwähnt bieten nahezu alle gängigen Slicer separate Einstellungen für das Drucken von Brücken. Diese kommen immer dann zur Anwendung, wenn Brücken gedruckt werden müssen. Sind diese Einstellungen nicht aktiviert oder schlecht eingestellt, kann das zu unsauber gedruckten Brücken führen.
Je nach Slicer gibt es eine unterschiedliche Anzahl an Bridging Einstellungen. Öffne die Bridging Einstellungen in deinem Slicer und kontrolliere, ob diese aktiv und korrekt eingestellt sind.
Die Einstellungen in der untenstehenden Tabelle sind in den gängigsten Slicern zu finden. Es kann jedoch vorkommen, dass diese je nach Slicer Software ein wenig anders benannt sind bzw. manche Slicer mehrere Einstellungsmöglichkeiten anbieten als andere. Die folgenden Werte kannst du als Referenzwerte für die jeweiligen Einstellungen heranziehen.
| Einstellung | Empfohlener Wertebereich |
|---|---|
| Druckgeschwindigkeit | 30-40 mm/Sek. |
| Extrusionsmultiplikator | 0.95 (absolut) oder 95% |
| Brückenlüftergeschwindigkeit | 100% |
Wie oben beschrieben handelt es sich bei diesen Werten um Empfehlungen. In diesem konkreten Fall für die Verwendung von PLA mit einer Düse mit 0,4 mm Durchmesser. Die tatsächlichen Werte können je nach Drucker, verwendetem Düsendurchmesser und Material variieren.
Die hier erwähnten Einstellungen sind nicht relevant für das Drucken sauberer Überhänge. Wenn du ein Problem mit unsauber gedruckten Überhängen hast, dann lies bitte den Beitrag über unsauber gedruckte Überhänge und befolge die dort angegebenen Lösungsvorschläge.
Prüfe, ob die Bridging Einstellungen verwendet werden.
Viele Slicer wenden die Bridging Einstellungen erst an, wenn der Abstand zwischen den zwei zu überbrückenden Punkten einen bestimmten Wert überschreitet. Ist der Wert kleiner, so wird der Druck mit den normalen Einstellungen fortgesetzt. Auch wenn du dich, wie im vorhergehenden Punkt beschrieben, vergewissert hast, dass deine Bridging Einstellungen korrekt und aktiv sind, heißt das somit nicht, dass diese auch automatisch angewendet werden.
Um sicher zu gehen, dass deine Einstellungen verwendet werden, slice dein Druckobjekt in deinem Slicer. Die meisten gängigen Slicer bieten eine Druckvorschau an, bei welcher die unterschiedlichen Druckabschnitte in verschiedenen Farben dargestellt sind. Prüfe in jener Schicht, in welcher die Brücke gedruckt wird, ob die Schicht an der entsprechenden Stelle in der korrekten Farbe angezeigt wird.
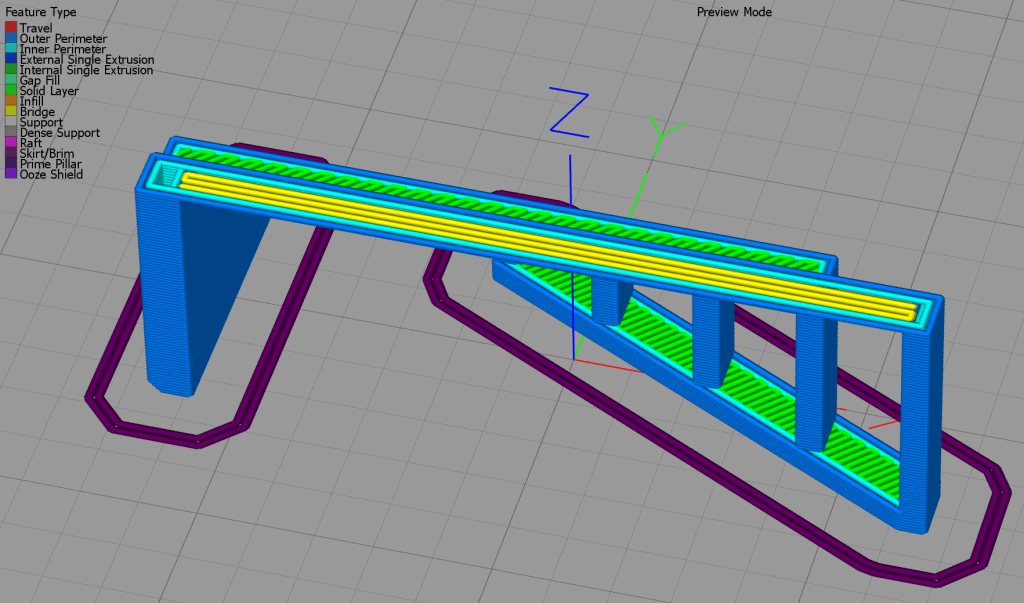
Wie im Bild oben zu sehen, werden die Bridging Einstellungen in diesem Druckobjekt korrekt angewendet. Die Einstellungen zum Drucken von Brücken sind in Gelb im Bild dargestellt. Das im Bild verwendete Objekt zum Testen der Bridging Einstellungen findest du hier zum Download.
Verwende Stützmaterial bei Brücken über längere Distanzen.
Auch wenn deine Bridging Einstellungen korrekt und aktiv sind und diese auch angewendet werden, kann es durchaus vorkommen, dass die Überhänge deines Druckobjekts trotzdem unsauber gedruckt werden. In diesem Fall bleibt dir nichts anderes übrig als die gewünschte Stelle mit dem Einsatz von Stützmaterial zu drucken.
Das Stützmaterial wird unterhalb der relevanten Bereiche deines Modells gedruckt und lässt einen minimalen Abstand zum eigentlichen Modell. Dieser Abstand dient dazu, dass das Stützmaterial dem Druckobjekt die benötigte Auflagefläche bietet, dabei aber trotzdem leicht und weitestgehend rückstandslos zu entfernen ist.
Trotz Verwendung von Stützmaterial kann es beim fertigen Druckobjekt zu unsauber gedruckten Oberfläche über dem Stützmaterial kommen. Mögliche Lösungsansätze sind im verlinkten Beitrag beschrieben.
Welches Stützmaterial verwenden?
Bei der Wahl des Stützmaterials hast du verschiedene Möglichkeiten. Wenn du einen Single-Extruder Drucker zum Drucken verwendest, kannst du ohnehin nur dasselbe Material verwenden, mit welchem du deinen Druck anfertigst. Solltest du jedoch einen Dual-Extruder Drucker besitzen, kannst du z.B. ein wasserlösliches PVA Material verwenden.
Der Vorteil beim Druck von PVA ist, dass du keinen Abstand zwischen dem Stützmaterial und dem Druckobjekts lassen musst und dein Ausdruck damit eine sauber gedruckte Unterseite erhält. Da das PVA anschließend in Wasser aufgelöst wird, hinterlässt es nahezu keine Spuren auf dem Druckobjekt. Andererseits kann es jedoch passieren, dass du hier über die eine oder andere Tücke im Zusammenhang mit dem Multi-Material Druck stolperst. Hier näher darauf einzugehen, würde jedoch den Rahmen dieses Artikels sprengen.
Auch wenn sich PVA aufgrund der Wasserlöslichkeit perfekt als Stützmaterial eignet, ist es jedoch nicht unbedingt die preiswerteste Möglichkeit. Der Preis pro Kilogramm liegt für PVA bei ca. € 100,- je nach Hersteller. In den empfohlenen Produkten findest du Links zu verschiedenen Filamenten, unter anderem PVA.
Ein Nachteil des Multi-Material Drucks ist die höhere Druckzeit. Der ständige Wechsel zwischen den beiden Extrudern, inkl. des zwischenzeitlichen Reinigungsprozederes deines Druckers während dem Wechsel, wirkt sich auch nicht unbedingt positiv auf die Druckdauer deines Druckjobs aus. Andererseits ist dafür die Qualität des Ausdrucks besser.
Eine sehr gute Methode für Dual-Extruder ist die Verwendung des sogenannten Dense Supports. Dabei wird das Stützmaterial mit demselben Material gedruckt, wie das Druckobjekt selbst. Der oben erwähnte Abstand zwischen Stützstruktur und dem eigentlichen Druckobjekte wird jedoch mit wasserlöslichem PVA gefüllt. Den Abstand kannst du in diesem Fall auch gerne etwas großzügiger halten. Durch diese Methode wird der Druckvorgang nur geringfügig verlängert und das Stützmaterial kann trotzdem nahezu spurlos entfernt werden.

Um Stützmaterial zu drucken, musst du in den meisten Slicern eine Option aktivieren. Der Dense Support wird nicht von allen Slicern unterstützt, muss jedoch, sofern vorhanden, ebenfalls separat aktiviert werden.
HINWEIS!
Ich habe in diesem Artikel einige Materialien, Werkzeuge und der Gleichen erwähnt und verlinkt. Alle diese und weitere Produkte, die ich ohne schlechtes Gewissen weiterempfehlen kann, habe ich für euch in meinen empfohlenen Produkten zusammengefasst. Es handelt sich dabei um Affiliate Links und für jeden Kauf über diese Links bekomme ich eine kleine Vergütung des jeweiligen Händlers. Wenn euch die verschiedenen Artikel auf der Seite weitergeholfen haben und ihr diesen Blog unterstützen wollt, dann würde ich mich sehr freuen, wenn ihr bei eurem Einkauf auf diese Affiliate Links zurückgreift. Vielen Dank.