Einen Ausdruck mit sauber gedruckten Überhängen zu erzielen, ist manchmal gar nicht so einfach. Sehr viele Faktoren können das Druckergebnis negativ beeinflussen und letztendlich zu unsauber gedruckten Überhängen führen.
Was genau führt eigentlich zu unsauber gedruckten Überhängen? Unsauber gedruckte Überhänge auf deinem Ausdruck können sowohl von hardware- als auch softwareseitigen Fehler ausgelöst werden. Aber auch das Design deines 3D Modells kann zu diesen Problemen führen. Wenn dein 3D Modell Überhänge mit einem flacheren Winkel als 45° hat, dann solltest du den Überhang mit Stützmaterial drucken. Weiters kann auch eine unzureichende Kühlung des Druckobjekts, eine zu hohe Drucktemperatur oder eine zu hohe Druckgeschwindigkeit zu unsauberen Überhängen führen. Zu guter Letzt solltest du beim Drucken von Überhängen zu große Schichthöhen vermeiden.
Auch wenn die möglichen Fehlerquellen sehr vielfältig sind, lässt sich dieses Problem meist durch die Optimierung weniger Einstellungen in der Slicer Software beheben.
Welche Ursachen führen zu unsauberen Überhängen?
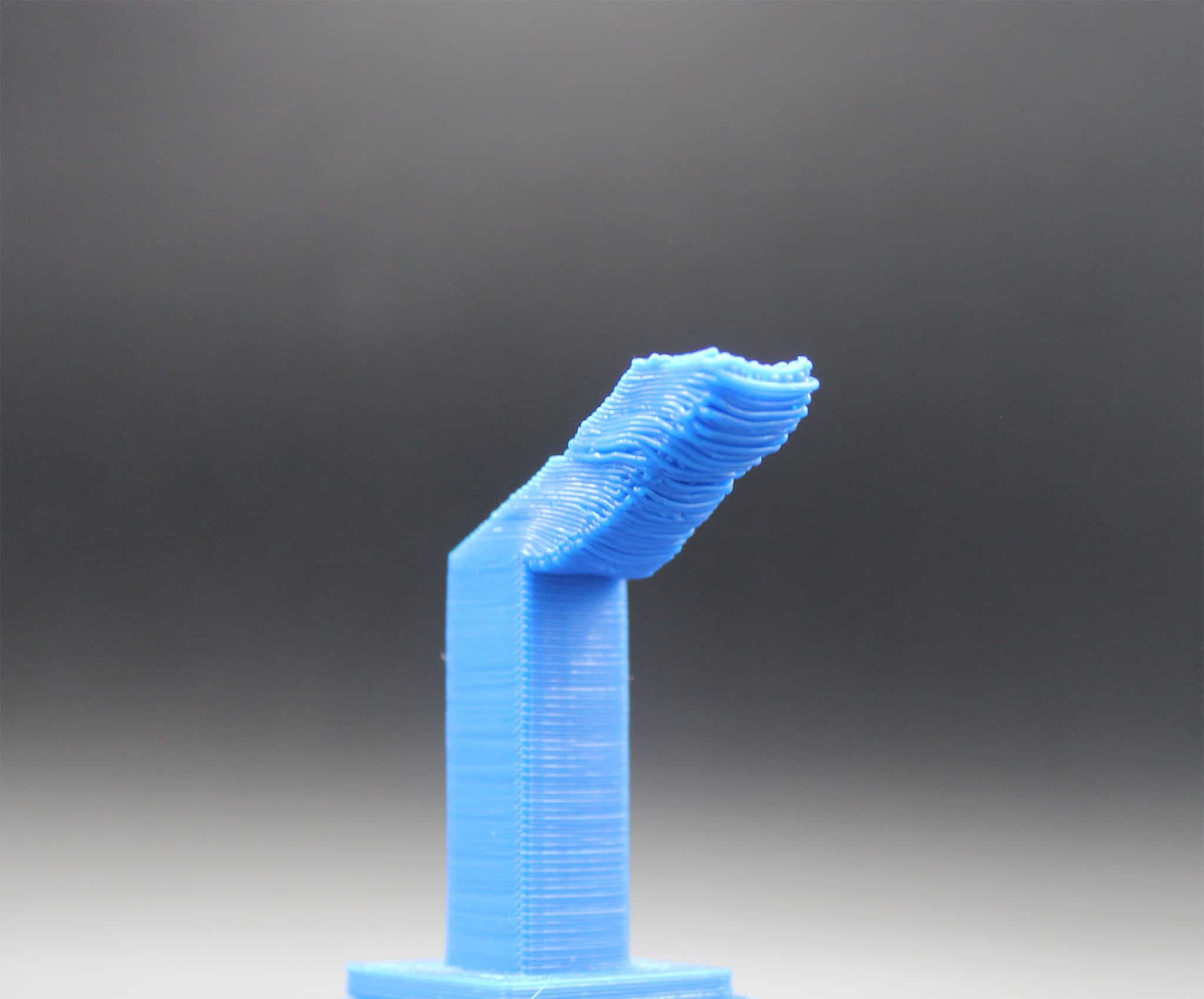
Beim 3D Druck werden die Druckobjekte Schicht für Schicht aufgebaut. Ab einem Winkel von 45° und höher bietet die zuletzt gedruckte Schicht eine solide Basis für die neue Schicht, um gute Druckergebnisse zu erzielen. Eine ausreichende Kühlung des Druckobjekts und eine gute Kombination aus Drucktemperatur und Druckgeschwindigkeit sind dabei ebenfalls nicht zu vernachlässigen.
Ist der Winkel des Überhangs flacher als 45° oder die Schichthöhe zu hoch, bietet die darunter liegende Schicht keine ausreichende oder im schlechtesten Fall gar keine Auflagefläche mehr. Die neue Schicht wird dann mehr oder weniger in die Luft gedruckt. Es bilden sich scheinbar lose Filamentschlingen am Überhang.
Die möglichen Fehlerquellen für unsauber gedruckte Überhänge sind sehr vielfältig. Wenn die Überhänge auf deinem Ausdruck unsauber gedruckt werden, ist dies in den meisten Fällen auf zumindest eines der folgenden Probleme zurückzuführen:
- kein Stützmaterial bei Überhängen mit einem Winkel kleiner als 45°
- zu große Schichthöhe
- unzureichende Kühlung des Druckobjekts
- zu hohe Drucktemperatur
- zu hohe Druckgeschwindigkeit
Wie vermeidest du unsaubere Überhänge?
Verwenden von Stützmaterial
Wenn dein Modell Segmente mit einem Winkel über 45° aufweist, dann kommst du in den meisten Fällen nicht um die Verwendung von Stützmaterial herum. Das Stützmaterial wird unterhalb der relevanten Bereiche deines Modells gedruckt und lässt einen minimalen Abstand zum eigentlichen Modell. Dieser Abstand dient dazu, dass das Stützmaterial dem Druckobjekt die benötigte Auflagefläche bietet, dabei aber trotzdem leicht und weitestgehend rückstandslos zu entfernen ist.
Trotz Verwendung von Stützmaterial kann es zu unsauber gedruckten Oberfläche über dem Stützmaterial kommen. Mögliche Lösungsansätze sind im verlinkten Beitrag beschrieben.
Welches Stützmaterial verwenden?
Bei der Wahl des Stützmaterials hast du verschiedene Möglichkeiten. Wenn du einen Single-Extruder Drucker zum Drucken verwendest, kannst du ohnehin nur dasselbe Material verwenden, mit dem du auch deinen Ausdruck erstellst. Solltest du jedoch einen Dual-Extruder Drucker besitzen, kannst du z.B. ein wasserlösliches PVA Material verwenden.
Der Vorteil beim Druck von PVA ist, dass du keinen Abstand zwischen dem Stützmaterial und dem Druckobjekt lassen musst und dein Ausdruck damit eine sauber gedruckte Unterseite erhält. Da das PVA anschließend in Wasser aufgelöst wird, hinterlässt es nahezu keine Spuren auf dem Druckobjekt. Andererseits kann es jedoch passieren, dass du hier über die eine oder andere Tücke im Zusammenhang mit dem Multi-Material Druck stolperst. Hier nähere darauf einzugehen, würde jedoch den Rahmen dieses Artikels sprengen.
Auch wenn sich PVA aufgrund der Wasserlöslichkeit perfekt als Stützmaterial eignet, ist es jedoch nicht unbedingt die preiswerteste Möglichkeit. Der Preis pro Kilogramm liegt für PVA bei ca. € 100,- je nach Hersteller. In den empfohlenen Produkten findest du Links zu verschiedenen Filamenten, unter anderem PVA. Beim Drucken von PVA bzw. beim Multi-Materialdruck im Allgemeinen, muss der Drucker jedoch wirklich sehr gut eingestellt sein, damit du Stringing/Oozing und damit eine schlechte Druckqualität vermeidest.
Ein Nachteil des Multi-Material Drucks ist die höhere Druckzeit. Der ständige Wechsel zwischen den beiden Extrudern, inkl. des zwischenzeitlichen Reinigungsprozederes deines Druckers während dem Wechsel, wirkt sich auch nicht unbedingt positiv auf die Druckdauer deines Druckjobs aus. Andererseits ist dafür die Qualität des Ausdrucks besser.
Eine sehr gute Methode für Dual-Extruder ist die Verwendung des sogenannten Dense Supports. Dabei druckst du das Stützmaterial mit demselben Material, mit welchem dein Druckobjekt gedruckt wird. Der oben erwähnte Abstand zwischen Stützstruktur und dem eigentlichen Druckobjekt wird jedoch mit wasserlöslichem PVA gefüllt. Den Abstand kannst du in diesem Fall auch gerne etwas großzügiger halten. Durch diese Methode wird der Druckvorgang nicht wesentlich verlängert und das Stützmaterial kann trotzdem nahezu spurlos entfernt werden.

Um Stützmaterial zu drucken, musst du in den meisten Slicern eine Option aktivieren. Weiters gibt es meist noch eine Möglichkeit den Winkel zu definieren, ab welchem Überhänge gestützt werden sollen. Wie bereits mehrfach erwähnt, solltest du Winkel, die flacher als 45° sind, am besten mit Stützmaterial drucken. Der Dense Support wird nicht von allen Slicern unterstützt, muss jedoch, sofern vorhanden, ebenfalls separat aktiviert werden.
Schichthöhe anpassen
Wenn du beim Slicen deines Modells eine zu hohe Schichthöhe definiert hast, dann kann das im Bereich von Überhängen zum Problem werden.
Wie im Bild unten zu sehen ist, kann eine zu große Schichthöhe, in diesem Fall 0,3 mm, dazu führen, dass die äußersten Linien deines Modells in der Luft gedruckt werden. Dies führt zur Bildung von schlingenartig herunterhängendem Material.
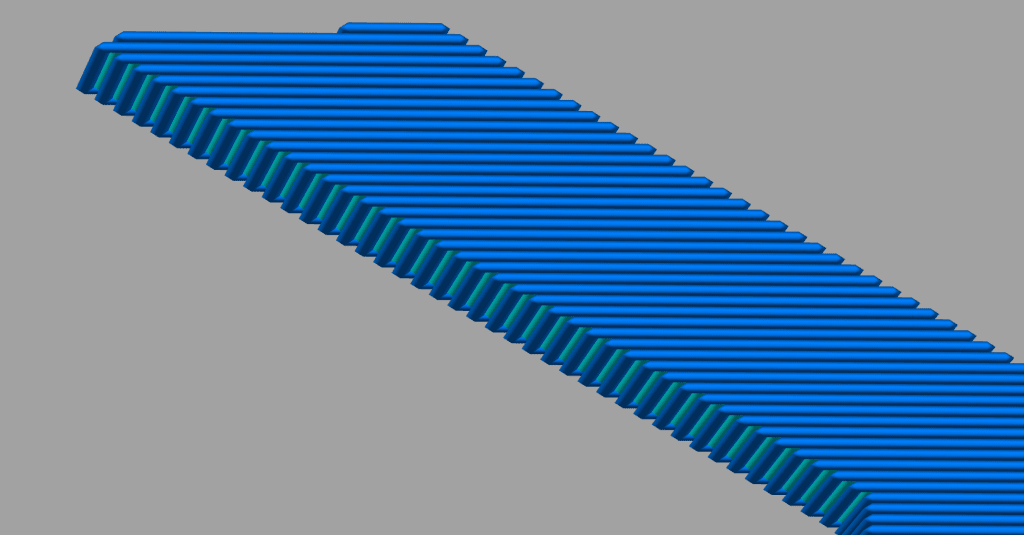
Wenn du eine dünnere Schichthöhe verwendest, hat jede neue Schicht genügend Auflagefläche, um sauber auf der zuvor gedruckten Schicht aufgetragen zu werden. Je dünner du die Schichten druckst, desto besser ist das Druckergebnis. Das gilt sowohl für die Überhänge, als auch für den gesamten Ausdruck an sich.
Um saubere Überhänge zu erhalten, wähle in deiner Slicer Software eine adäquate Schichthöhe. Bei Überhängen sollte diese nicht höher als 0,2 mm sein. Setze die Schichthöhe andererseits auch nicht zu niedrig. Halte dich bei der niedrigsten Schichthöhe an die Angabe deines Druckerherstellers.
Kühlung des Druckobjekts aktivieren
Bei einer unzureichenden oder nicht aktiven Kühlung des Druckobjekts benötigt das extrudierte Material länger, um auszukühlen. Das ist vor allem bei Überhängen und bei Brücken, dem sogenannten Bridging, sehr problematisch, da das Material hier nur eine sehr geringe Kontaktfläche zur darunter befindlichen Schicht hat. Reicht die Kühlung nicht aus, kann es dazu kommen, dass das frisch gedruckte Material schlingenartig an den Überhängen herunterhängt.
Um dies zu vermeiden, aktiviere die Kühlung des Druckobjekts, sofern du diese noch nicht aktiviert hast. Sollte die Kühlung bereits aktiv, aber noch nicht an der oberen Leistungsgrenze sein, dann erhöhe die Intensität der Kühlung.
Aber Vorsicht, nicht jedes Material sollte gekühlt werden. Bei ABS muss die Kühlung deaktiviert sein, da es sonst zusätzlich zu Materialverwerfungen (engl. Warping) kommen kann.
Drucktemperatur anpassen
Bei einer zu hoch eingestellten Drucktemperatur in deiner Slicer Software kann das Material beim Austreten aus der Düse zu flüssig sein. Das Material verliert dann sehr schnell die gewünschte Form, bevor es noch ausgetrocknet ist. Selbst bei einer aktivierten und eigentlich ausreichenden Kühlung des Druckobjekts, kann es dazu aufgrund der zu hohen Drucktemperatur dazu kommen, dass das frisch gedruckte Material schlingenartig an den Überhängen herunterhängt.
Um dieses Problem zu beheben, stelle sicher, dass du dich mit der eingestellten Drucktemperatur im Bereich der Herstellerangaben des Filaments befindest. Wenn die Temperatur korrekt eingestellt ist, verringere die Drucktemperatur in deiner Slicer Software schrittweise um 5°C. Kontrolliere mit einem Testdruck, ob die Änderung den gewünschten Effekt erzielt haben.
Aber Vorsicht, eine zu niedrige Drucktemperatur kann zu Unterextrusion führen.
Korrigieren der Druckgeschwindigkeit
Die aktuell gedruckte Schicht benötigt eine gewisse Zeit, um einigermaßen auszuhärten bzw. um zumindest so fest zu werden, dass sie beim Auftragen der nächsten Schicht nicht sofort ihre Form verliert. Daher ist es vor allem bei Schichten unter 15 Sekunden Druckzeit wichtig, dass diese langsamer gedruckt werden.
Jede gängige Slicer Software bietet eine Option an, um die Druckgeschwindigkeit zu senken, sofern die berechnete Druckzeit eines Layers unter einem definierten Wert liegt. Aktiviere diese Option, um die Druckgeschwindigkeit für die betroffenen Layer beim Slicen zu reduzieren.
Generell gilt, wenn du langsamer druckst erhöhst du die Qualität deines Ausdrucks.
Aber Vorsicht, zu langsames Drucken bei zu hoher Temperatur kann zu Überextrusion führen.
Die Ausnahme bestätigt die Regel
Ein altes Sprichwort sagt: Die Ausnahme bestätigt die Regel. Das gilt natürlich auch im Falle des in diesem Artikel immer wieder erwähnten Grenzwertes von 45° bei den Überhängen.
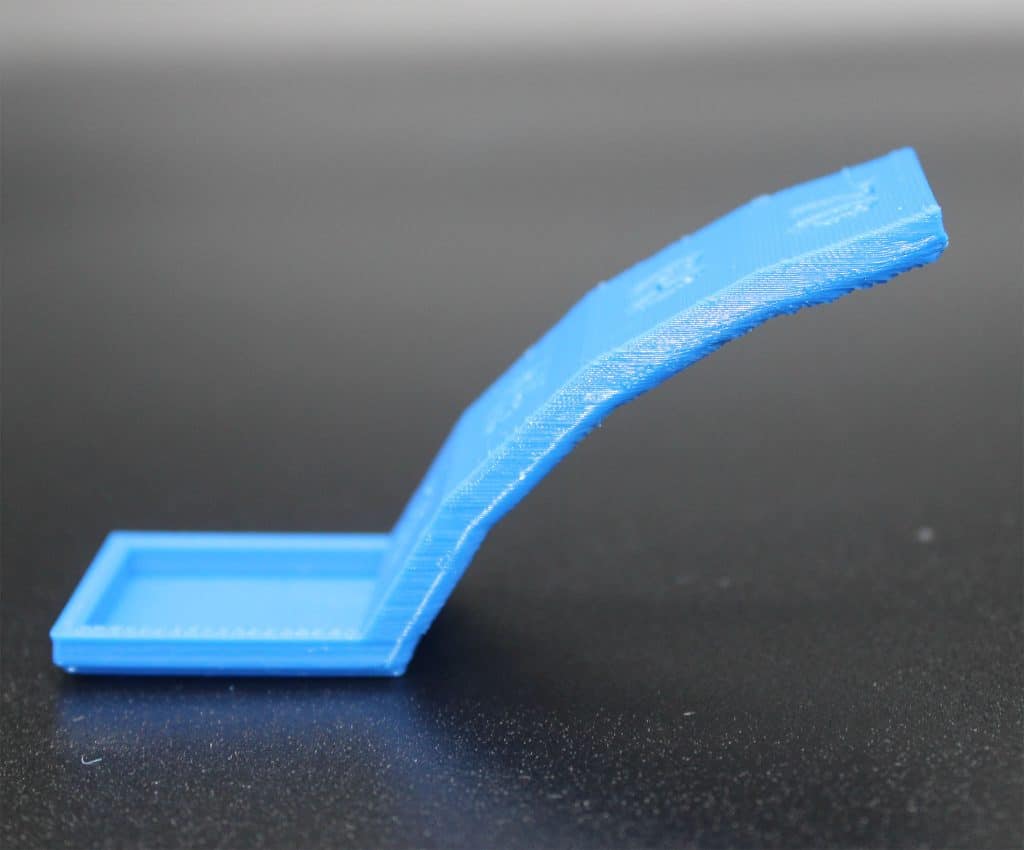
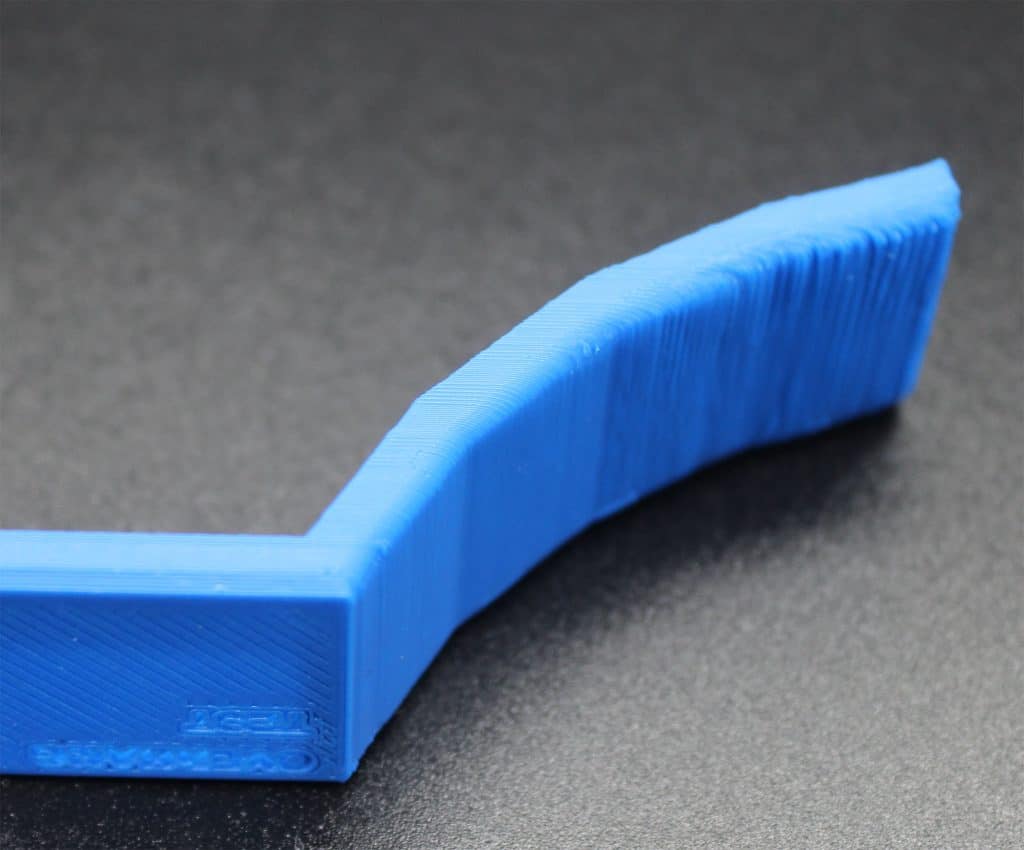
Wenn alle oben erwähnten Faktoren, also Drucktemperatur, Kühlung, Druckgeschwindigkeit und die Schichthöhe optimal aufeinander eingestellt sind, dann sind gute Ergebnisse auch bei Winkeln über 45° durchaus möglich. Gerade neuere Drucker schaffen gut und gerne 50° und mehr ohne Problem.
Aber auch manche ältere Drucker können hier durchaus mithalten. Beim Erstellen dieses Artikels hat mich mein mittlerweile 3 Jahre alter Flashforge Dreamer absolut überrascht. Beim Drucken eines Überhangtests hat der Flashforge erst ab einem Winkel von 60° erste leichte Unschönheiten bei den Überhängen gezeigt. Selbst beim Druck von 70° war das Ergebnis noch durchaus brauchbar.

Mein Learning daraus ist, dass die mittlerweile immer weiter optimierte Technik bei den neuen Druckern durchaus Vorteile bietet. Andererseits muss man bei älteren Modellen oftmals nur ein wenig Zeit investieren und die verschiedenen Einstellungen optimal aufeinander abstimmen, um ebenfalls zu sehr guten Ergebnissen zu kommen.
Das im Bild verwendete Objekt zum Testen der Einstellungen der Überhänge findest du hier zum Download.
HINWEIS!
Ich habe in diesem Artikel einige Materialien, Werkzeuge und der Gleichen erwähnt und verlinkt. Alle diese und weitere Produkte, die ich ohne schlechtes Gewissen weiterempfehlen kann, habe ich für euch in meinen empfohlenen Produkten zusammengefasst. Es handelt sich dabei um Affiliate Links und für jeden Kauf über diese Links bekomme ich eine kleine Vergütung des jeweiligen Händlers. Wenn euch die verschiedenen Artikel auf der Seite weitergeholfen haben und ihr diesen Blog unterstützen wollt, dann würde ich mich sehr freuen, wenn ihr bei eurem Einkauf auf diese Affiliate Links zurückgreift. Vielen Dank.